
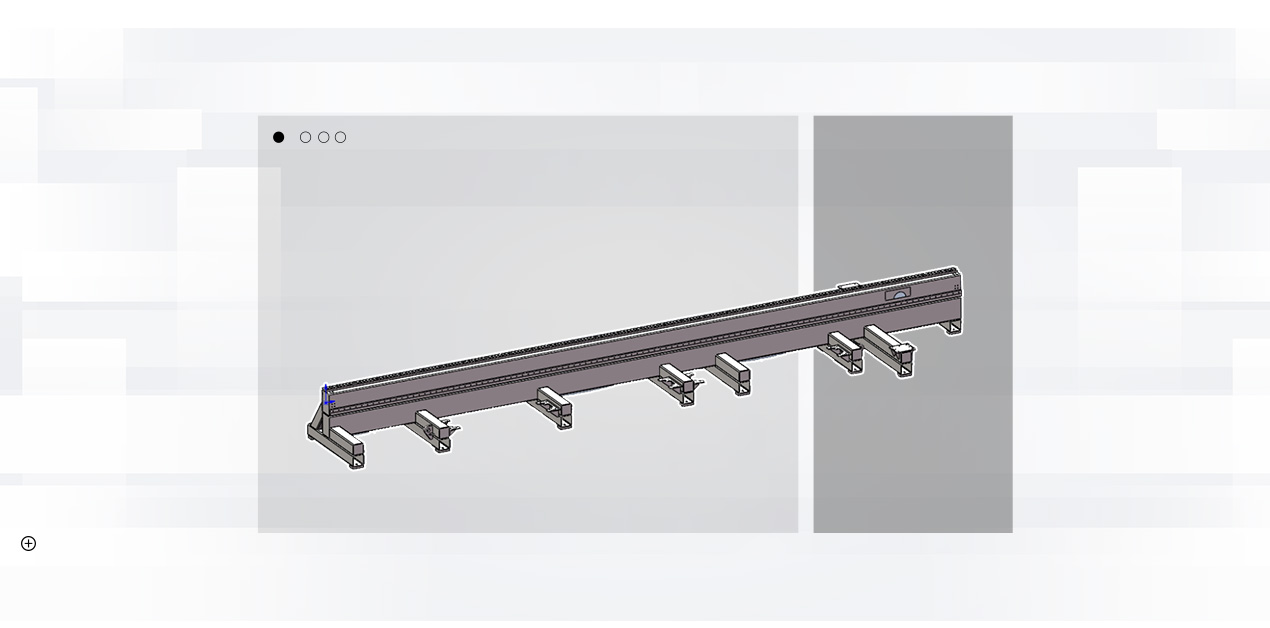
ਸਾਈਡ-ਹੈਂਗਿੰਗ-ਸਟ੍ਰਕਚਰ-ਵਨ-ਪੀਸ-ਵੈਲਡਡ-ਬੈੱਡ
ਇਹ ਬੈੱਡ ਇੱਕ ਸਾਈਡ-ਹੈਂਗਿੰਗ ਸਟ੍ਰਕਚਰ ਅਤੇ ਇੱਕ-ਪੀਸ ਵੈਲਡਡ ਬੈੱਡ ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ, ਜਿਸਨੂੰ ਅੰਦਰੂਨੀ ਤਣਾਅ ਨੂੰ ਖਤਮ ਕਰਨ ਲਈ ਐਨੀਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਮੋਟਾ ਮਸ਼ੀਨਿੰਗ ਤੋਂ ਬਾਅਦ, ਮਸ਼ੀਨਿੰਗ ਨੂੰ ਪੂਰਾ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਵਾਈਬ੍ਰੇਸ਼ਨ ਏਜਿੰਗ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜਿਸ ਨਾਲ ਮਸ਼ੀਨ ਟੂਲ ਦੀ ਕਠੋਰਤਾ ਅਤੇ ਸਥਿਰਤਾ ਵਿੱਚ ਬਹੁਤ ਸੁਧਾਰ ਹੁੰਦਾ ਹੈ ਅਤੇ ਮਸ਼ੀਨ ਟੂਲ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ। AC ਸਰਵੋ ਮੋਟਰ ਡਰਾਈਵ ਨੂੰ ਸੰਖਿਆਤਮਕ ਨਿਯੰਤਰਣ ਪ੍ਰਣਾਲੀ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਚੱਕ ਮੋਟਰ ਡਰਾਈਵ ਤੋਂ ਬਾਅਦ Y ਦਿਸ਼ਾ ਵਿੱਚ ਪਰਸਪਰ ਗਤੀ ਨੂੰ ਮਹਿਸੂਸ ਕਰਦਾ ਹੈ, ਤੇਜ਼ ਗਤੀ ਅਤੇ ਫੀਡਿੰਗ ਗਤੀ ਨੂੰ ਮਹਿਸੂਸ ਕਰਦਾ ਹੈ। Y-ਐਕਸਿਸ ਰੈਕ ਅਤੇ ਲੀਨੀਅਰ ਗਾਈਡ ਰੇਲ ਦੋਵੇਂ ਉੱਚ-ਸ਼ੁੱਧਤਾ ਵਾਲੇ ਉਤਪਾਦਾਂ ਤੋਂ ਬਣੇ ਹਨ, ਜੋ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਦੀ ਸ਼ੁੱਧਤਾ ਦੀ ਗਰੰਟੀ ਦਿੰਦੇ ਹਨ; ਸਟ੍ਰੋਕ ਦੇ ਦੋਵਾਂ ਸਿਰਿਆਂ 'ਤੇ ਸੀਮਾ ਸਵਿੱਚਾਂ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਇੱਕੋ ਸਮੇਂ ਇੱਕ ਸਖ਼ਤ ਸੀਮਾ ਡਿਵਾਈਸ ਸਥਾਪਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜੋ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਮਸ਼ੀਨ ਟੂਲ ਦੀ ਗਤੀ ਦੀ ਸੁਰੱਖਿਆ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ; ਮਸ਼ੀਨ ਟੂਲ ਨਾਲ ਲੈਸ ਹੈ ਆਟੋਮੈਟਿਕ ਲੁਬਰੀਕੇਟਿੰਗ ਡਿਵਾਈਸ ਨਿਯਮਤ ਅੰਤਰਾਲਾਂ 'ਤੇ ਬੈੱਡ ਦੇ ਚਲਦੇ ਹਿੱਸਿਆਂ ਵਿੱਚ ਲੁਬਰੀਕੇਟਿੰਗ ਤੇਲ ਜੋੜਦਾ ਹੈ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਚਲਦੇ ਹਿੱਸੇ ਚੰਗੀ ਸਥਿਤੀ ਵਿੱਚ ਚੱਲਦੇ ਹਨ, ਜੋ ਗਾਈਡ ਰੇਲਾਂ, ਗੀਅਰਾਂ ਅਤੇ ਰੈਕਾਂ ਦੀ ਸੇਵਾ ਜੀਵਨ ਨੂੰ ਬਿਹਤਰ ਬਣਾ ਸਕਦਾ ਹੈ।
ਫਰੰਟ-ਫੀਡਿੰਗ-ਡਿਵਾਈਸ
ਸਾਹਮਣੇ ਵਾਲੇ ਫੀਡਿੰਗ ਡਿਵਾਈਸ ਵਿੱਚ ਇੱਕ ਏਅਰ ਸਿਲੰਡਰ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਇੱਕ ਸਪੋਰਟ ਪਲੇਟ ਸ਼ਾਮਲ ਹੈ, ਜੋ ਕੱਟੀ ਹੋਈ ਪਾਈਪ ਲੰਬੀ ਹੋਣ 'ਤੇ ਪਾਈਪ ਨੂੰ ਸਹਾਰਾ ਦਿੰਦੀ ਹੈ ਅਤੇ ਇਸਨੂੰ ਝੁਲਸਣ ਤੋਂ ਰੋਕਦੀ ਹੈ।
ਜਦੋਂ ਵਰਕਪੀਸ ਕੱਟਿਆ ਜਾ ਰਿਹਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਉੱਪਰ ਚੁੱਕਿਆ ਹੋਇਆ ਸਪੋਰਟ ਸਿਲੰਡਰ ਪਾਈਪ ਨੂੰ ਸਹਾਰਾ ਦੇਣ ਲਈ ਸਪੋਰਟ ਪਲੇਟ ਨੂੰ ਸਹਾਰਾ ਦਿੰਦਾ ਹੈ ਅਤੇ ਇਸਨੂੰ ਝੁਕਣ ਤੋਂ ਰੋਕਦਾ ਹੈ। ਜਦੋਂ ਵਰਕਪੀਸ ਕੱਟਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਉੱਪਰ ਚੁੱਕੇ ਹੋਏ ਸਪੋਰਟ ਸਿਲੰਡਰ ਸਾਰੇ ਵਾਪਸ ਲੈ ਲਏ ਜਾਂਦੇ ਹਨ, ਅਤੇ ਵਰਕਪੀਸ ਬਲੈਂਕਿੰਗ ਪਲੇਟ 'ਤੇ ਡਿੱਗਦਾ ਹੈ ਅਤੇ ਸਟੋਰੇਜ ਸਥਾਨ 'ਤੇ ਖਿਸਕ ਜਾਂਦਾ ਹੈ। ਸਿਲੰਡਰ ਦੀ ਕਿਰਿਆ ਆਪਣੇ ਆਪ ਸਿਸਟਮ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਸਾਹਮਣੇ ਵਾਲੇ ਹਿੱਸੇ ਨੂੰ ਫਾਲੋ-ਅੱਪ ਕਿਸਮ ਅਤੇ ਮੈਨੂਅਲ ਐਡਜਸਟਮੈਂਟ ਕਿਸਮ ਵਿੱਚ ਵੀ ਵੰਡਿਆ ਗਿਆ ਹੈ।

ਸਹਾਇਤਾ-ਤੰਤਰ
ਬਿਸਤਰੇ 'ਤੇ ਸਹਾਇਕ ਵਿਧੀਆਂ ਦੇ 3 ਸੈੱਟ ਲਗਾਏ ਗਏ ਹਨ, ਅਤੇ ਦੋ ਕਿਸਮਾਂ ਉਪਲਬਧ ਹਨ:
1. ਫਾਲੋ-ਅੱਪ ਸਪੋਰਟ ਨੂੰ ਇੱਕ ਸੁਤੰਤਰ ਸਰਵੋ ਮੋਟਰ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਜੋ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਜਾਂਦਾ ਹੈ, ਮੁੱਖ ਤੌਰ 'ਤੇ ਲੰਬੇ ਕੱਟੇ ਹੋਏ ਪਾਈਪਾਂ (ਛੋਟੇ ਵਿਆਸ ਵਾਲੇ ਪਾਈਪਾਂ) ਦੇ ਬਹੁਤ ਜ਼ਿਆਦਾ ਵਿਗਾੜ ਲਈ ਫਾਲੋ-ਅੱਪ ਸਪੋਰਟ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ। ਜਦੋਂ ਪਿਛਲਾ ਚੱਕ ਸੰਬੰਧਿਤ ਸਥਿਤੀ 'ਤੇ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਬਚਣ ਲਈ ਸਹਾਇਕ ਸਪੋਰਟ ਨੂੰ ਘੱਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
2. ਵੇਰੀਏਬਲ-ਵਿਆਸ ਵਾਲੇ ਪਹੀਏ ਦੇ ਸਪੋਰਟ ਨੂੰ ਸਿਲੰਡਰ ਦੁਆਰਾ ਚੁੱਕਿਆ ਅਤੇ ਹੇਠਾਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਇਸਨੂੰ ਵੱਖ-ਵੱਖ ਆਕਾਰਾਂ ਦੇ ਪਾਈਪਾਂ ਦਾ ਸਮਰਥਨ ਕਰਨ ਲਈ ਵੱਖ-ਵੱਖ ਸਕੇਲ ਸਥਿਤੀਆਂ ਵਿੱਚ ਹੱਥੀਂ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
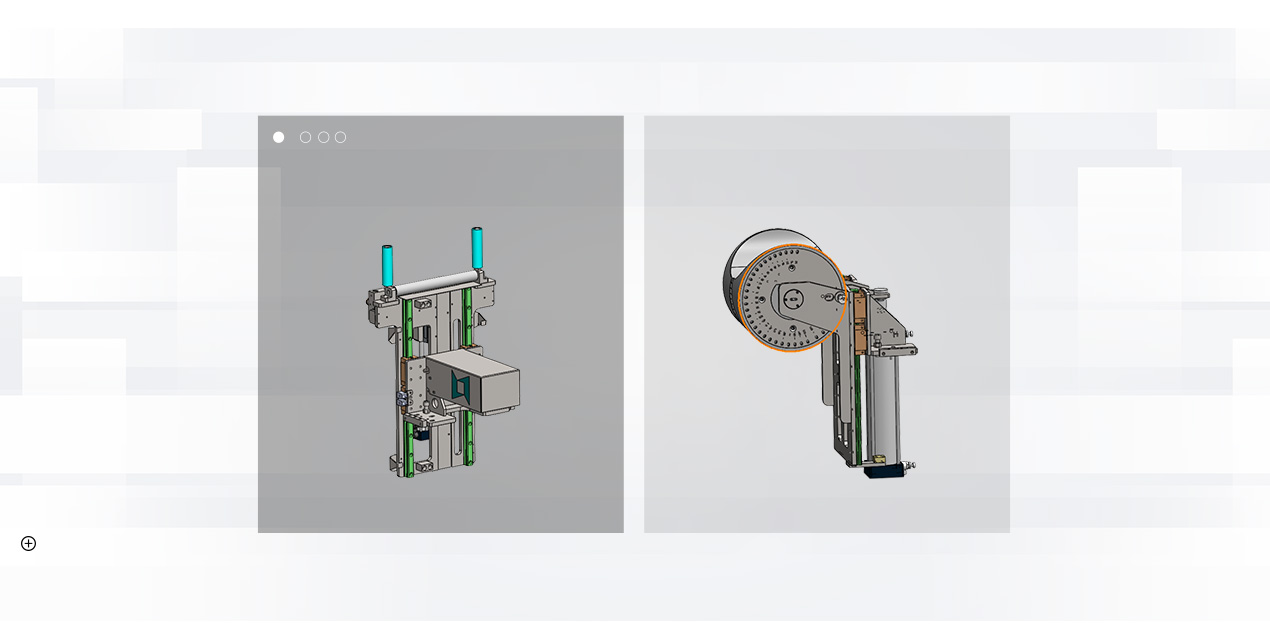
ਚੱਕ-ਪਾਰਟ
ਚੱਕ ਨੂੰ ਅੱਗੇ ਅਤੇ ਪਿੱਛੇ ਦੋ ਨਿਊਮੈਟਿਕ ਫੁੱਲ-ਸਟ੍ਰੋਕ ਚੱਕਾਂ ਵਿੱਚ ਵੰਡਿਆ ਗਿਆ ਹੈ, ਜੋ ਦੋਵੇਂ Y ਦਿਸ਼ਾ ਵਿੱਚ ਜਾ ਸਕਦੇ ਹਨ। ਪਿਛਲਾ ਚੱਕ ਪਾਈਪ ਨੂੰ ਕਲੈਂਪ ਕਰਨ ਅਤੇ ਫੀਡ ਕਰਨ ਲਈ ਜ਼ਿੰਮੇਵਾਰ ਹੈ, ਅਤੇ ਅਗਲਾ ਚੱਕ ਕਲੈਂਪਿੰਗ ਸਮੱਗਰੀ ਲਈ ਬੈੱਡ ਦੇ ਅੰਤ ਵਿੱਚ ਸਥਾਪਿਤ ਕੀਤਾ ਗਿਆ ਹੈ। ਸਮਕਾਲੀ ਰੋਟੇਸ਼ਨ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਅੱਗੇ ਅਤੇ ਪਿੱਛੇ ਚੱਕ ਕ੍ਰਮਵਾਰ ਸਰਵੋ ਮੋਟਰਾਂ ਦੁਆਰਾ ਚਲਾਏ ਜਾਂਦੇ ਹਨ।
ਡਬਲ ਚੱਕਸ ਦੇ ਸੰਯੁਕਤ ਕਲੈਂਪਿੰਗ ਦੇ ਤਹਿਤ, ਛੋਟੀ ਪੂਛ ਕੱਟਣੀ ਨੂੰ ਮਹਿਸੂਸ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਮੂੰਹ ਦੀ ਛੋਟੀ ਪੂਛ 20-40mm ਤੱਕ ਪਹੁੰਚ ਸਕਦੀ ਹੈ, ਜਦੋਂ ਕਿ ਲੰਬੀ ਪੂਛ ਦੀ ਛੋਟੀ ਪੂਛ ਕੱਟਣ ਦਾ ਸਮਰਥਨ ਕਰਦੀ ਹੈ।
ਟੀਐਨ ਸੀਰੀਜ਼ ਪਾਈਪ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਚੱਕ ਦੀ ਗਤੀ ਅਤੇ ਬਚਣ ਦਾ ਤਰੀਕਾ ਅਪਣਾਉਂਦੀ ਹੈ, ਜੋ ਹਰ ਸਮੇਂ ਦੋ ਚੱਕਾਂ ਨਾਲ ਕੱਟਣ ਨੂੰ ਮਹਿਸੂਸ ਕਰ ਸਕਦੀ ਹੈ, ਅਤੇ ਪਾਈਪ ਨੂੰ ਬਹੁਤ ਲੰਮਾ ਅਤੇ ਅਸਥਿਰ ਨਹੀਂ ਬਣਾਏਗੀ, ਅਤੇ ਸ਼ੁੱਧਤਾ ਕਾਫ਼ੀ ਨਹੀਂ ਹੈ।

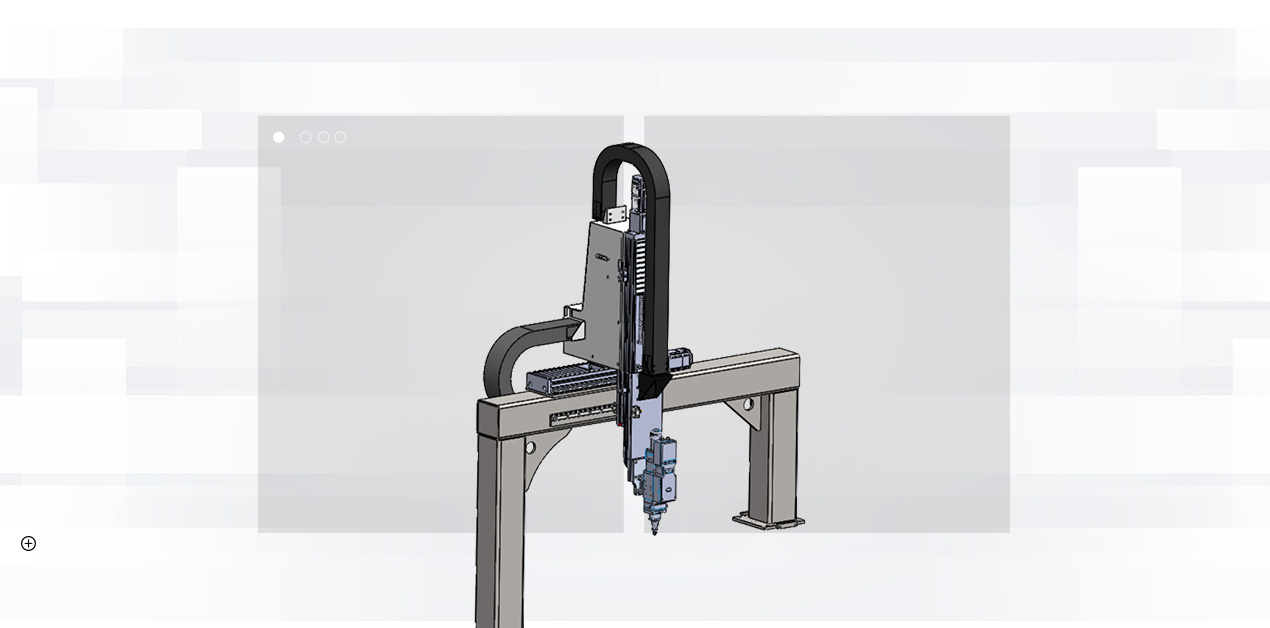
ਐਕਸਿਸ-ਡਿਵਾਈਸ
X-ਐਕਸਿਸ ਡਿਵਾਈਸ ਦਾ ਕਰਾਸਬੀਮ ਇੱਕ ਗੈਂਟਰੀ ਬਣਤਰ ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ, ਜਿਸਨੂੰ ਵਰਗ ਟਿਊਬ ਅਤੇ ਸਟੀਲ ਪਲੇਟ ਦੇ ਸੁਮੇਲ ਦੁਆਰਾ ਵੇਲਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਗੈਂਟਰੀ ਕੰਪੋਨੈਂਟ ਨੂੰ ਬੈੱਡ 'ਤੇ ਫਿਕਸ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ X-ਐਕਸਿਸ ਨੂੰ ਇੱਕ ਸਰਵੋ ਮੋਟਰ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਰੈਕ ਅਤੇ ਪਿਨਿਅਨ ਨੂੰ X ਦਿਸ਼ਾ ਵਿੱਚ ਸਲਾਈਡ ਪਲੇਟ ਦੀ ਪਰਸਪਰ ਗਤੀ ਨੂੰ ਮਹਿਸੂਸ ਕੀਤਾ ਜਾ ਸਕੇ। ਗਤੀ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਸੀਮਾ ਸਵਿੱਚ ਸਿਸਟਮ ਸੰਚਾਲਨ ਦੀ ਸੁਰੱਖਿਆ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਸਥਿਤੀ ਨੂੰ ਸੀਮਤ ਕਰਨ ਲਈ ਸਟ੍ਰੋਕ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਦਾ ਹੈ।
ਇਸ ਦੇ ਨਾਲ ਹੀ, X/Z ਧੁਰੇ ਦਾ ਅੰਦਰੂਨੀ ਢਾਂਚੇ ਦੀ ਰੱਖਿਆ ਕਰਨ ਅਤੇ ਬਿਹਤਰ ਸੁਰੱਖਿਆ ਅਤੇ ਧੂੜ ਹਟਾਉਣ ਦੇ ਪ੍ਰਭਾਵਾਂ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਆਪਣਾ ਅੰਗ ਕਵਰ ਹੈ।
Z-ਐਕਸਿਸ ਡਿਵਾਈਸ ਮੁੱਖ ਤੌਰ 'ਤੇ ਲੇਜ਼ਰ ਹੈੱਡ ਦੀ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਦੀ ਗਤੀ ਨੂੰ ਮਹਿਸੂਸ ਕਰਦੀ ਹੈ।
Z-ਧੁਰੇ ਨੂੰ ਆਪਣੀ ਇੰਟਰਪੋਲੇਸ਼ਨ ਗਤੀ ਕਰਨ ਲਈ ਇੱਕ CNC ਧੁਰੇ ਵਜੋਂ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਉਸੇ ਸਮੇਂ, ਇਸਨੂੰ X ਅਤੇ Y ਧੁਰਿਆਂ ਨਾਲ ਜੋੜਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਵੱਖ-ਵੱਖ ਸਥਿਤੀਆਂ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਫਾਲੋ-ਅੱਪ ਨਿਯੰਤਰਣ ਵਿੱਚ ਵੀ ਬਦਲਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਮੈਟਲ ਪਾਈਪ ਫਾਈਬਰ ਲੇਜ਼ਰ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ 62TN ਦੇ ਫਾਇਦੇ